
World class investment casting foundry experienced in the manufacturing of air and vacuum melted components requiring equiaxed structure.
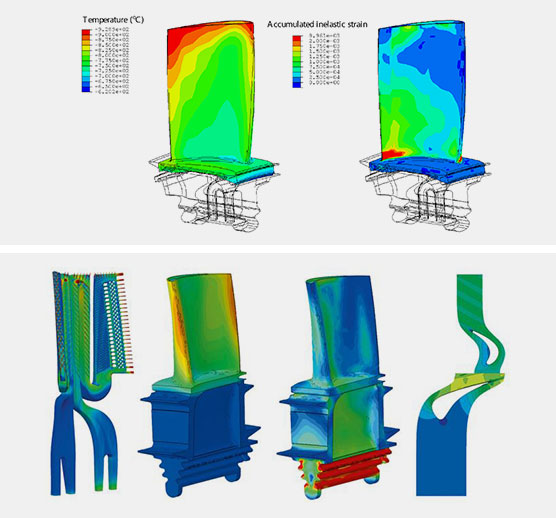
Through technical breakthrough, the company has solved a series of technical problems in the production of high-temperature alloy investment castings such as large-size thin-walled castings and complex special-shaped structure castings in the development process of several models of high-temperature alloy investment castings for gas turbines, and has broken through a series of key technologies. The development and production of superalloy investment castings can completely meet the needs of end users. The company adopts the technology of thermal control solidification to produce complex thin-walled superalloy castings. Through precise assembly design and production, the wax pattern can be pressed separately, and the size of wax pattern can be ensured by precise positioning and combination. The design scheme of split ceramic core and a variety of accurate detection methods are used to realize the integral casting of high-temperature alloy with complex cavity structure and ensure the metallurgical quality of the castings and dimensional accuracy.
Casting tolerance :
1、VDG P690 D1→D2;
2、ISO 8062 CT7→CT5;
♦ Fine surface finish Ra 6.3-Ra 3.2
♦ Surface Treatment Options
♦ Min wall thickness 2 mm
♦ Casting Capacity is currently at Monthly 150 tons, Annually 1800 tons.
♦ Reduced need for machining and welding
♦ Ability to make Small to Large Casting Parts (10 grams to 100 Kg, Max Dimension:800mm)
♦ Rich experienced for Complex Structure casted parts by Special Techniques
♦ Quality control system is certified with ISO 9001:2015 and IATF16949.
♦ Wide range of Non-Ferrous Metal selection ,According to GB、 EN、DIN、BS、AISI、ASTM、JIS、AS、NF standards.
Chemical Composition,
Mechanical properties include Tensile test and Creep test.
NDT:Visual inspection, Grain size,
Fluorescent Penetrant Inspection or FPI.
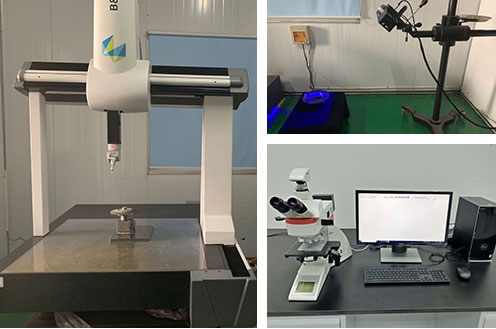
X ray or Radiographic inspection, Dimension test by blue scaner or CMM.
Hardness test.
Destructive test: Metallographic structure or Microstructure.
Heat treatment, Hot Isostatic Pressure or HIP.
E-MAIL info@hxtcasting.com
CONTACT-PERSON Madrid Luo
PHONE +86 0546-8180588
WHATSAPP +86 18654676940
ADDRESS No.23, Liupan Shan Road, Shengli Industry Park, Dongying, Shandong, China